September 2014 – Unter dem Motto „Qualität sichern – Produktivität steigern“ präsentiert die FRIMO Gruppe im Rahmen der FAKUMA vom 14.-18. Oktober 2014 in Friedrichshafen (Halle A5/Stand 5107) die jüngsten Entwicklungen in den Bereichen Kunststofffügen, Thermoformen und PUR Verarbeitung. Dabei zieht sich die Herausforderung nach Gewichtseinsparungen im Rahmen des allgemeinen Leichtbautrends durch alle Bereiche.
Kunststofffügen – Infrarotschweißen live auf dem FRIMO Messestand
Zum Portfolio der standardisierten Infrarot-Schweißanlagen der Baureihe JoinLine IR hat FRIMO nun zwei neue Baugrößen hinzugefügt. Das ist neben der IR-V-ECO-1200 mit einer maximalen Aufspannfläche von 1200 x 600 mm eine JoinLine IR-V-ECO-800 (800 x 450 mm), die auf dem Messestand in Betrieb zu sehen sein wird. Die beiden Modelle mit jeweils bis zu 24 Heizkreisen schließen die Lücke zwischen den bisher verfügbaren und stark nachgefragten Modellen 500 und 1600.
Die FRIMO JoinLine IR Anlagen sind speziell für einen häufigen und daher besonders schnellen Werkzeugwechsel ausgelegt. Dieser ist in weniger als 5 Minuten realisierbar, wobei ein Abkühlen oder Vorheizen des Werkzeuges nicht notwendig ist. Dank hochleistungsfähiger Antriebstechnik werden insbesondere in der kritischen Phase des Umstellens und Fügens nach dem Erwärmen Spitzenzeiten und hohe Fügegenauigkeiten erreicht.
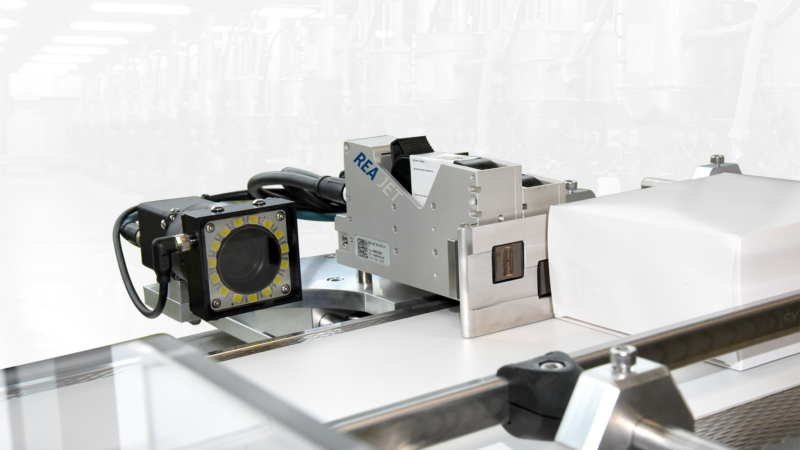
Als besonderes Highlight ist die JoinLine IR-V-ECO-800 zur Inline-Prozessüberwachung für eine lückenlose Dokumentation erstmals mit einem extrem kleinen Infrarot-Kamerasystem ausgestattet, welches sich neben seiner besonders geringen Baugröße auch durch eine hohe Bedienerfreundlichkeit und Messgenauigkeit auszeichnet. Durch die Überwachung der notwendigen Temperaturverteilung des zu fügenden Bauteils nach dem Aufheizen und vor dem Fügen wird die Prozesssicherheit und damit die gleichbleibend hohe Qualität der Verschweißung sichergestellt.
Thermoformen – Hochwertige Oberflächen in Folie
Bei der Gestaltung des Innenraums moderner Automobile spielt die hochwertige Anmutung der Oberflächen eine wichtige Rolle. Hier kommen Materialien in immer neuen Ausführungen und Kombinationen zum Einsatz, die entsprechend angepasste und weiterentwickelte Verarbeitungsverfahren erforderlich machen. Für die Herstellung von Dekoroberflächen bieten Folien mit ihren vielfältigen Eigenschaften attraktive und zugleich wirtschaftliche Anwendungsmöglichkeiten.
– Optimierte Prozesse für starke 3D-Geometrien: Gerade bei Thermoformteilen mit stark dreidimensionalen Konturen kommt es oft zu hohen Verstreckungsgraden, woraus ein deutlicher Verzug der Oberflächenstruktur (Narbung) resultiert. Um dies zu vermeiden, hat FRIMO auf der FAKUMA gleich mehrere intelligente Lösungen im Gepäck. Bei der sogenannten Knick-Kettenschiene wird die Folie (Rollenware) nach der Aufheizung durch einen Knickvorgang der Kettenschiene in der Formstation konturfolgend optimal an die formgebende Kavität herangebracht. Die Folie wird dadurch weniger stark verstreckt, was sich auf Auszugsgrad und Narbverstreckung entsprechend positiv auswirkt. Um dem Durchhängen vorgeheizter Folien entgegenzuwirken, setzt FRIMO prozessoptimierte Kettenschienen ein, welche die Folien nicht nur in Querrichtung sondern nun auch in Längsrichtung strecken. Dadurch bekommt die Folie mehr Spannung und gleichzeitig wird damit auch das Risiko der Faltenbildung reduziert. Beim Kaschieren von komplexen 3D-Bauteilgeometrien mit Folienzuschnitten können durch den Einsatz eines 3D-Gleitspannrahmens übermäßiger Auszug und Narbverzug kompensiert werden, und zwar durch eine geschickte Kombination aus Nachgleiten und Vorformen der Folie.
– Gewichtsreduktion: Auf dem Markt der Dekorfolien für das Thermoformen und Vakuumkaschieren gibt es eine Reihe von Innovationen, die in Kombination mit der FRIMO Anlagentechnik zu Gewichtseinsparungen beitragen. Bei den neuen PGF-Folien von Benecke-Kaliko handelt sich beispielsweise um eine partiell geschäumte Kompaktfolie, mit der Gewichtseinsparungen bei gleichzeitig verbesserter Haptik und der Möglichkeit der Darstellung engerer Radien möglich werden.
– Effizienz steigern, Energie und Material einsparen: Beim FRIMO Advanced Cooling System (FACS) wird das Bauteil nach dem Kaschieren mit gekühlter Luft mit hoher Geschwindigkeit angeblasen. Je nach Beschaffenheit von Dekorfolien und Klebersystem kann so entweder die Kühlzeit reduziert oder bei gleicher Kühlzeit die Entformtemperatur um bis zu 10° C gesenkt werden. Letzteres kann erforderlich sein, um eine sichere Verklebung zu gewährleisten. Das FACS kann auch an existierenden Anlagen nachgerüstet werden.
Um den Folienverbrauch zu minimieren, hat FRIMO die sogenannte Folienschnittoptimierung entwickelt, womit der Folientrennschnitt bei Rollen- oder Farbwechsel so gesetzt werden kann, dass der dabei entstehende Folienabfall minimiert wird und keine Ausschuss-Bauteile produziert werden. Die Folienenden werden dabei manuell geschnitten und automatisch per Ultraschall miteinander verschweißt. Eine intelligente Maschinensteuerung erfasst die Anzahl der Takte sowie die Vorschublänge und kann so die optimale Lage der Folienverbindungslinie unmittelbar vor oder hinter dem Spannrahmen festlegen
Großserientauglicher Leichtbau mit HD-RTM
Das Hochdruck Resin Transfer Molding (HD-RTM) gewinnt bei der Serienfertigung von Strukturbauteilen aus Faserverbundkunststoffen zunehmend an Bedeutung. Auf den HD-RTM Dosieranlagen von FRIMO (EPOx Mix und PURe Mix) können sowohl Epoxidharze als auch Polyurethane in Kombination mit einer Endlosfaserverstärkung zu Hochleistungs-Faserverbundbauteilen verarbeitet werden. Erst kürzlich hat das Institut für Leichtbau und Kunststofftechnik (ILK) an der TU Dresden zur Erweiterung seiner Entwicklungs- und Dienstleistungsmöglichkeiten zwei HD-RTM Dosieranlagen von FRIMO in Betrieb genommen (Halle 8a/Stand G38). Eine der Anlagen ist für einen Austragsbereich von 33 bis 166 g/s mit Epoxid – Matrixmaterial ausgestattet, die zweite Anlage für einen Bereich von 10 bis 65 g/s Polyurethan – Matrixmaterial. Bei der Ausstattung der Maschinen wurde besonderer Wert auf die Bedienungsfreundlichkeit gelegt. Dazu gehört zum Bei-spiel eine von FRIMO entwickelte fahrbare Visualisierung. Um alle wichtigen Informationen auf einen Blick darzustellen, sind neben der übersichtlichen Dar-stellung der wichtigsten Verarbeitungsparameter auch Überwachungsgeräte an den Dosiermaschinen selbst angeordnet. Der Kunden erhält so eine besonderes komfortable Oberfläche, die sich bereits mehrfach für unterschiedliche Anwendungen bewährt hat. Alle prozessrelevanten Parameter werden über diese Visualisierung angezeigt und können lückenlos dokumentiert und auch archiviert werden. Die vorhandene Datenschnittstelle wird auf die Kundenbedürfnisse abgestimmt, wodurch eine komfortable Übertragung von projektrelevanten Daten an übergeordnete Systeme möglich ist.
Und alles sitzt – Flexible Sitzkissenfertigung mit FRIMO PURe Floor
Mit PURe Floor hat FRIMO ein flexibles, modulares Produktionssystem entwickelt, welches aus einem standardisierten Baukasten konfiguriert werden kann. Insbesondere zur automatisierten Herstellung von Fahrzeugsitzen hat sich die PURe Floor Lösung bereits bewährt. Es können aber auch die Anforderungen einer Vielzahl anderer Anwendungen, wie z.B. Kopfstützen, damit erfüllt werden.
Dabei der Herstellung von PKW-Sitzen aus Polyurethan sind eine ganze Reihe an Herausforderungen zu beachten. In der Regel handelt es sich um die Großserienproduktion von Weichschaum-Formteilen, ggf. mit unterschiedlichen Stauchhärten. Der Schaumeintrag erfolgt über Mischköpfe, die bis zu 6 Komponenten verarbeiten können, zumeist in offene Formen mittels Roboter in präzisen Bahnkurven. In den heute üblichen Produktionsanlagen mit Formenträgern werden normalerweise sowohl die Schaumteile für Vorder- als auch für Rücksitze in folgenden Konstellationen gefertigt: Jeder Formenträger ist entweder zur Aufnahme von zwei Formen für zwei Vordersitzteile, zur Aufnahme von zwei Formen für symmetrisch oder unsymmetrisch geteilte Rücksitze, oder aber für die Aufnahme einer Form zur Herstellung von Sitz oder Rücken einer ungeteilten Rückbank geeignet. Mit schnell laufenden Produktionsanlagen im Sitzkissenbereich werden Fertigungstakte ab ca. 8 s je Formenträger erreicht, d.h. der Produktionszyklus liegt bei ca. 4 s je Vordersitzbauteil bzw. bei ca. 8 s je Formteil für ungeteilte Rücksitze.
Zunehmende Variantenvielfalt innerhalb der einzelnen PKW Modellbaureihen sowie die Tatsache, dass Sitze überwiegend von Zulieferern gefertigt und „just-in-time“ an die jeweiligen Montagelinien der OEMs geliefert werden müssen, besteht für das Anlagenkonzept kundenseitig nahezu immer die Anforderung nach hoher Flexibilität und schneller Produktionsumstellung. Für Großserienfertigungen mit kürzesten Taktzeiten sind kontinuierlich fördernde Anlagenkonzepte die einzig sinnvolle technisch und wirtschaftliche Lösung. Das PURe Floor Bodenfördersystem kann aus einem absolut standardisierten Baukasten konfiguriert werden. Die Formenträger lassen sich direkt auf dem Hallenboden verfahren und werden ständig in einer nur ca. 40 cm hohen und hinter den Formenträgern fest auf dem Hallenboden montierten Einzelschiene präzise geführt. Neben der präzisen Führung und dem Entfall von besonderen Fahrbahnen wird hierdurch zusätzlich geringste Einbauhöhe für die Formen erreicht. Der Verlauf der Führungsschiene für die Formenträger kann frei gestaltet werden. Durch diese freie Gestaltungsmöglichkeit kann die Anlage auch an vorhandene Hallengeometrien angepasst werden.
Beim PURe Floor System besitzen die Formenträger eigene, in der Regel frequenzgeregelte Fahrantriebe. Neben der Möglichkeit, jeden Formenträger mit eigenem Fahrantrieb zu versehen, bietet das System auch die Möglichkeit, mehrere Formenträger zu Verbünden zusammenzufassen. Damit ist gemeint, dass mehrere Formenträger mit jeweils einer Koppelstange gelenkig miteinander verbunden sind, nur einen gemeinsamen Antrieb haben und für den Produktionsprozess mit den Formen nur einen Satz Steuerung und Hilfsaggregate besitzen. Durch einzeln angetriebene Formenträger lassen sich Weichen oder Querfördersysteme in das Führungssystem integrieren. Das PURe Floor System bietet nahezu freien Zugang in den Anlageninnenraum, so dass die Hilfsaggregate für erforderlichen Einstell- und Wartungsarbeiten einfach zu erreichen sind. Dank der individuellen Antriebe und Geschwindigkeiten für die Formenträger, lässt sich der Produktionsumfang flexibel, Modul um Modul, ausweiten – einfach durch die Integration weiterer Einheiten. Dies ermöglicht den Kunden, notwendige Investitionen erst nach und nach durchzuführen. Vollautomatische Produktionswechsel ohne Zykluszeitverlust und die gleichzeitige Abarbeitung unterschiedlicher Prozessschritte auf Parallelgleisen sind genauso möglich wie die Wartung und Reinigung, ohne die Produktion zu beeinträchtigen. Höhere Produktivität, optimierte Ergonomie und Bedienbarkeit, die flexiblen und die schrittweise Ausbaufähigkeit des Systems sind die entscheidenden Erfolgsfaktoren.
(ca. 11.359 Zeichen inkl. Leerzeichen)
Über FRIMO (www.frimo.com)
Zur FRIMO Unternehmensgruppe gehören weltweite Produktions- und Vertriebsstandorte mit über 1.200 Mitarbeitern in Europa, Asien und Amerika sowie zahlreiche internationale Vertretungen. FRIMO Unternehmen wurden wiederholt für herausragende Leistungen ausgezeichnet. Bereits 18 Mal erhielt FRIMO die als „Kunststoff-Oscars“ bekannten SPE Awards. 2014 wurde FRIMO für das Kooperationsprojekt „Street Shark“ (www.street-shark.com) mit dem JEC Innovation Award in Atlanta ausgezeichnet. Das Angebot der FRIMO Gruppe für die Kunststoff verarbeitenden Industrien reicht von den unterschiedlichsten Verfahren zur PUR Verarbeitung über das Flexible Schneiden, Stanzen, Pressen und Formen sowie Thermoformen, Kaschieren und Umbugen bis hin zum Fügen und Kleben. Zum Portfolio gehören auch Systemlösungen zur großserientauglichen Verarbeitung faserverstärkter Kunststoffe (Composite Technologies). FRIMO bietet seinen Kunden hierfür maßgeschneiderte Werkzeuge, Maschinen und Anlagen als Einzel- oder Komplettlösung aus einer Hand.
Kontakt
FRIMO Group GmbH
Martina Schierholt
Hansaring 1
49504 Lotte
+49 (5404) 886-157
+49 (5404) 886-5157
schierholt.m@frimo.com
http://www.frimo.com